�ھ��ͷ�

�l(f��)���r�g��2019-11-16 �l(f��)�����ߣ�
ժ Ҫ:������Ҫ�v���˸���ҺλӋ���X�厧�ļӹ����a(ch��n)�е���Ҫ�ԣ�����ҺλӋ�����a(ch��n)�^����Ӱ푽��ٜضȾ����Ե����أ������a(ch��n)���H��(j��ng)���l(f��)���Y���˿��ƽ��ٜضȾ����ԵĴ�ʩ�����C���X�厧�ĵ����ܡ�
��ɫ���ُV�������ں��չ��I(y��)�����ý������t(y��)��ʳƷ���b���ИI(y��)���e���X�Ͻ���ϑ��ø��V�����X�Ͻ������;��ͬ����ӹ���ˇҲ��ͬ������(sh��)�X�Ͻ������Ҫ��(j��ng)�^��̎���������_������ęCе���ܡ�������͑��ϙCе����Ҫ��Խ��Խ������ˣ����t��(n��i)���ٜضȿ����������Ҫ���@����ζ������̎��r�X�Ͻ�����˻�Ľ��ٜضȿ����Ȟ���Ҫ��
1 ����ҺλӋ�ĽM�ɼ�����
�ҹ�˾���� 4 �_ 60t �X������ҺλӋ�� 1 �_�ͺ���܇���t����ʽ�鏊�Ɵ��Lѭ�h(hu��n)���ӟ���ʽ����ҺλӋ���X���S���c����ҺλӋ�S����ֱ���ã����ݼ{ 4 �����˻�a(ch��n)Ʒ���������^�� 15t(����Ͳ�r)���a(ch��n)Ʒһ��֞鷀(w��n)�����˻����g�˻���Ʒ�˻𣬽����˻�ض� 150�� ��480�棬�t���^�ߜضȞ� 550�档��Ч�^(q��)��(n��i)�t��ز�≤±3�档����ҺλӋ��Ҫ�M������ʽ�t�w(���t��܉��)���՚�ѭ�h(hu��n)ϵ�y(t��ng)�������b�ã���ϴ���Ś�ϵ�y(t��ng)���ӟ��������ż����sˮϵ�y(t��ng)��ؓ���L�C��
�˻�������Ǟ��˸����X�Ͻ����ă�(n��i)���M�������������������X�Ͻ�������܈�ӹ�Ӳ�����֏ͺ�����X�ĵ����Σ�ʹ�X���_��Ҏ(gu��)��Ӳ�ȣ��ԝM��͑���Ҫ�����W���ܡ��˻�ʽһ���x�����˻𣬮a(ch��n)Ʒ���ؕr�gԽ�L�tҎ(gu��)���DZ���������������Խ�á��˻���Ҫ����(sh��)�x�����˻�ضȡ����ؕr�g���ӟ��ٶȡ���s�ٶȡ��Ͻ��B(t��i)�ȣ�����(j��)�X���ĺ�ȡ��b�t�������������c��֮�g�Ŀ�϶Ҏ(gu��)���˻��ƶȡ�
2 �X�Ͻ�ͬ��B(t��i)��ˇ����
��ͬ��B(t��i)���X�Ͻ���ӹ���ˇ���̲�ͬ�����У� O �B(t��i): � ��—�� ��—�� ܈—�� ܈—�� ϴ—�� ��—�� ��—�� �b; H1X �B(t��i): � ��—�� ��—�� ܈—�� ܈—�� ϴ—�� ��—�� ܈—�� ϴ—�� �b; H2X �B(t��i): � ��—�� ��—�� ܈—�� ܈—�� ϴ—�� ��—�� ��—�� �b; H3X �B(t��i):���—�ӟ�—��܈—��܈—��ϴ—�˻�—��܈—��ϴ—�˻�—����—���b�������ϼӹ���ˇ�У�����H2X��H3X ��Ҫ��Ʒ�˻��_���������ܣ�������ҺλӋ�ľ�����Ҫ��ܸߣ�������Ҫ�v�� H2X��H3X ���˻��^���У��t��(n��i)Ӱ푽��ٜضȾ����Ե����ؼ����ƴ�ʩ��
3 Ӱ푽��ٜضȾ����Ե�����
3��1 �t��ضȾ�����Ӱ�
�ڼӟ��B(t��i)�£�����ҺλӋѭ�h(hu��n)�L�C�ļӟ��ٶȺ͜ض����X�������Ե��P�I���鏊���ύ�Q���C�a(ch��n)Ʒ�|�����b�е͉����L���S���L�C���L�C����׃�l�{�٣���ʹ�t��(n��i)ѭ�h(hu��n)�������ٶȸ���(j��)��ˇ��ͬ����׃��ÿ�_�t���L�C�������D���ԄӓQ��Ҳ���քӡ�ÿ�_�L�C������ˮƽ�����壬ˮƽ������ɂ��ۏ�̎���ӽM������ֱ���������ˮƽ������ɂȣ�ÿ�^(q��)��ֱ�����_ 4 �����{���L���ף��Ա�����Ҫ�r�{��(ji��)���_�ȣ����Ơt�ؾ���ȣ����ֹ���ӟ�^(q��)��������ɔ_����^(q��)�g�O���˅^(q��)�g���塣ˮƽ������ʹ�ֱ��������45°�����B�ӣ�����Ч�pС������������ߠt�ؾ����ԡ���(zh��)�й�ˇ�r����������X�������ԣ�߀���õ���ϴ���Ś�ϵ�y(t��ng)��ԓϵ�y(t��ng)��Ҫ�Á����r�ų���Ʒ�ӟ�r�a(ch��n)���ē]�l(f��)��Դ_���a(ch��n)Ʒ�|�������a(ch��n)��ȫ������ϴ�L�C�������r�՚�r��ÿһ�t����늄ӵ��y���{��(ji��)�L����Ȼ���B�ӵ�ѭ�h(hu��n)�L�C�����L�ڣ��ɸ��ƜضȾ����ԣ��Դ�Ӱ푵����ٜضȵľ����ԡ��t������ԵĺÉ�ֱ��Ӱ푽��ٜضȾ����ԣ�һ��t��ض�ƫ�������≤±3�棬������^(q��)�Ĝض�ƫ��t��ߵą^(q��)��ӟ���X��ض�ƫ�ߣ����F(xi��n)����ƫ�ͬF(xi��n)��;�t��͵ą^(q��)��ӟ���X��ض�ƫ�ͣ����F(xi��n)����ƫ�߬F(xi��n)����ˣ��t������Բ�ֱ�ӌ��½������ܲ�����
3��2 ���Ϝضȵ�Ӱ�
���ϜضȌ�����ҺλӋ�������^���@��Ӱ푣�һ����r�£�����ҺλӋ�����Ƚ�(j��ng)�^��ϴ�C��ϴ���ٽ�(j��ng)�^�������ȡ����ɜض�һ��� 90�� �� 110�棬���Ľ�(j��ng)�^��ϴ�C�ĺ����ض��܉��_�� 50�� �� 60�档���b�t�^���У����һ�t��(n��i) 4 ���ϵĜز��^��r���������^���н��ٜضȺ��y����һ�£��@Ȼ���Ϝظߵı��Ϝص͵����ؿ죬�����^�K���ٜضȜز��^���˻�Y����һ�t�ϵ����ܿ϶������@ƫ�
3��3 ����Ҏ(gu��)���Ӱ�
�X���ľ��ء����ȡ���Ȍ�����ҺλӋ����Ҳ�кܴ��Ӱ푣�һ�t�b 4 ������4 �����ĵ������������Ї���Ҏ(gu��)����ͬ���ȵľ��ģ�����ƫ��Խ��ͬ�����ľ��ģ�����ƫ��Խ�t���Ľ��ٜز��Խ�����ԣ�����Ҏ(gu��)��������횿�����һ��������(n��i)�����ܱ��C�X���ڼӟ����g���ٜض�ƫ��С���_���˻�����о��ĵ����W����һ�¡�����(j��)�F(xi��n)������Č��`��(j��ng)��Ҏ(gu��)��һ�µ���r�£�����ƫ�� 2t��3t��4t���䌦���Ľ��ٜض�ƫ��քe�� 3�桢5�� �� 8�档������һ�µ���r�£�����ƫ�� 200mm��300mm��400mm���䌦���Ľ��ٜض�ƫ��քe�� 3�桢6��� 10�档
3��4 �y�ص�Ӱ�
�y��Ӱ푰����y�x���ľ��_�Ⱥʹ��λ�ü���ȡ��x���Ĝʴ_�ԕ�ֱ��Ӱ푔�(sh��)��(j��)�ʴ_�ԡ��z�y���ٵľ��_�ԣ����������W����Ӱ푘O����ͬһ�t�����W����ƫ���^�������לy�ص�λ�ü����Ҳͬ��Ӱ표y�صľ��_�ȣ���לy��λ�����̫�������ĵ����Ͳ�����ܱO(ji��n)�y�����挍�ض�;���ĵă�(n��i)Ȧ����e���^��Ҳ���ܱO(ji��n)�y���ĵ��挍�ضȣ����¾��Č��H�ض��c�O(ji��n)�y�ض������@ƫ���ˣ�ͬһ�t�ξ�������ƫ���
3��5 ���ء��������g�t���Ӱ�
����ҺλӋ�ڹ����^���У��t��(n��i)�ض�ѭ�h(hu��n)�������ǂ��O����s���^�̣���ʹ����(j��)����Ӱ����ز�ȡ��Ч��ʩ����߀�����F(xi��n)һ�t���Ĝز��^��ĬF(xi��n)��һ�����F(xi��n)��F(xi��n)���˱��C�t��(n��i)���о��ĵ����ܣ����ȡ�R�r��Ч���ƴ�ʩ����Ҫͨ�^�{���t��ضȡ�ѭ�h(hu��n)�L�C�D�١���ϴ���_�ڶȁ�����һ�t�ϵĜز
4 ���Ʒ����c��ʩ
4��1 �t��ضȾ����Կ���
ͨ������ҺλӋ�ضȾ����ԵĿ���ͨ�^��ԇ��M���a���{����һ����r�����ڞ� 1 �����ȣ�������ҺλӋ�M�� 1 �ξ����Ԝyԇ��Ҫ���ڸ���ҺλӋ��(n��i)�b��ͬҎ(gu��)��ͬ������ 4 ���ϣ�4 ����ͬ�r����У���^�ğ��ż��Ѳ�z�x������(j��)���ż�O(ji��n)�y����ҺλӋ 4 ���^(q��)��ض��M�Ќ��ȣ����ضȵ͵ą^(q��)���M���a���ضȣ��^�KҪ�� 4 ���^(q��)��Ĝض�ƫ��≤±3�档����Ҫ���ڙz�鸡��ҺλӋ�L���Ƿ�ͨ�����ж�����횼��r����������ͨ�L형�;�z���L���Пo©�L�F(xi��n)����l(f��)�F(xi��n)���r��©�L���M�к���̎����ÿ�t���˻�Y���z��t�T�ܷ�����ޣ������eλ���Ɠp��Ó��F(xi��n)��������Ӱ푠t�Ń�(n��i)�ضȵľ����ԡ��l(f��)�F(xi��n)����}�����r���Q���ܷ�����ޣ��@�Ӳ��ܱ��C����ҺλӋ�ضȵľ����ԡ�
4��2 ���ϜضȵĿ���
����ҺλӋ���M��ǰ�����ý��|ʽ�y�x���y���Ͼ��ĵČ��H�ضȣ�����(j��)���H���a(ch��n)��(j��ng)һ�㌢��������֮�g�Ĝز������ 5�� �ԃ�(n��i)������ز��^�ќضȸߵ��X�폊����s���ز��� 5�� �ԃ�(n��i)�����b�t���@�Ӳ��ܿ��������^���и������ĵĜض�ƫ�
4��3 ����Ҏ(gu��)��Ŀ���
������r�£��b�tҪ���X����Ҏ(gu��)�����������һ�£��@�ӽ��ټӟ����g�ض�ƫ���ԽС�����ǣ��X��ļӹ����a(ch��n)��Ҏ(gu��)��;����кܶ�N�������ܶ�����һ�¡�����(j��)����Ľ�(j��ng)�e�ۣ����˱��Cͬһ�t�ν��ٜضȵľ����ԣ��������˾���Ҏ(gu��)��;��صķ���:���g�˻�ͳ�Ʒ O �B(t��i)�˻���^��ƫ�� 200mm���^�����ƫ �� 2�� 0t; H3X ��(w��n)�����˻���^��ƫ��250mm���^�����ƫ�� 2��5t;H2X ��(w��n)�����˻���^��ƫ�� 100mm���^�����ƫ�� 1��0t�����ƫ��һ��oӲ��Ҫ������С�ľ��M���ܷ����ڠt�T�ڣ��@���������^�����܉���Ч���Ƹ������Ĝضȵľ����ԣ����������ĵĜز���^�͡�
4��4 �y�صĿ���
����ҺλӋ���żʹ�ñ��^�l������ҪУ�ʣ�һ��ÿ3 ����У�� 1 �Σ��@�ӿɱ��C�y���ضȵĜʴ_�ԣ��_���Ͻ�����W���ܺϸ��żУ��Ŀ���ЃɷN��һ�N�Ǻˌ����늄�—�ض��Pϵ�Ƿ���Ϙ˜ʣ���У�ʟ��ż�x��(sh��);��һ�N�Ǵ_���ǘ˜ʟ��ż�ğ�늄�—�ض��Pϵ;ͨ�^У�ʣ�߀���������y��ϵ�y(t��ng)�е�ϵ�y(t��ng)�`���ߜy�����ȣ�1�ݡ�У����ğ��ż�^�K�`����^±3�档Ѳ�z�x��У�����ؘ�ԴУ�ʣ�����˜����ȣ����ؘʱ��Ȍ�����Ҫ�y�����̖��һ��ָ��ͨ�����_ʽ�ض�ӛ��������Ќ��r�@ʾ���ܡ�һ�����У�� 1 �Ρ��y���ضȕr��Ѳ�z�x�ϵĜضȻ���С����������������ͨ���]�@ʾ������ҪУ�ʡ��X���ϴ�לy�ؕr�����ھ��x��Ͳ 30mm �� 40mm ̎�������e������_�����ھ���һ��ƽ���棬����� 40mm �� 50mm������õ��@�^ֱ���ȟ��żֱ���� 1mm ���ɡ��@�^���X���ϴ�����y�r���������ד]�l(f��)�����g����������t���븡��ҺλӋ��(zh��)�й�ˇ�r���ڴ��λ�ø���������F(xi��n)���g��a(ch��n)���Ͱߣ�Ӱ푱����|����
4��5 ���ء������^���еĿ��ƴ�ʩ
һ�t 4 �����������^���У����ٜض�ƫ�����1�����Ͼ�Ҫ��ԭ�еĠt��ضȻ��A�Ͻ���(�D 1)��
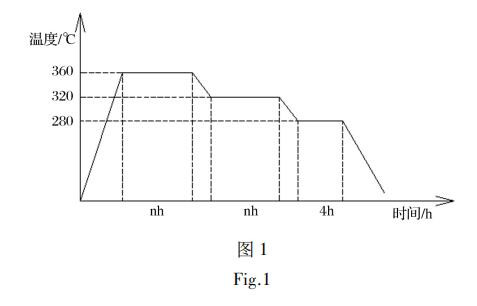
���ٜض��_�� 270�� �Ġt��ضȞ� 280�档����ͬ���ğ��ż�z�y�ض�ƫ��^ 10�棬��Ҫ���t��ضȞ� 200�棬�@��һ�t��(n��i) 4 �������ٜز���sС�������ӽ� 5���ԃ�(n��i)����ȡ���ϴ�ʩ��ز�߀�ǟo���pС�����P�ӟ���������ѭ�h(hu��n)�L�C�D�٣��t��ض��������ټӟ����X��֮�g���X��֮�g�Ĝز�͕������pС���@�r�����t��ض������{����ˇҪ����������ˇ��(zh��)�С����˱��Cһ�t��ÿ�����ܶ��ܺϸ����˻��^���Ќ����ٜض�Ҫ��͵Ͳ��ߣ�����˻���ٜضȵ��ˣ��������^�ߵľ���߀�������b�t�˻��_�����������;���˻�ضȳ��^����ضȣ����п��܌����e�폊��̫�Ͳ��ϸ������ڱ������gҪ����ٜضȲ��ܳ��^��ˇҪ��ضȣ��������ضȡ��Ĝغ��M�뱣���A�Σ��m������ѭ�h(hu��n)�L�C�D�٣���ϴ�_�� 100%���@��߀�dz��ص�Ԓ����ÿ 3min �_һ��ؓ����ϴ������t��(n��i)�ğ�՚⣬������՚⣬ѭ�h(hu��n)�������������ȡ���ϴ�ʩ�ض�߀���^�m(x��)����������Ҫ�����صĠt��ضȽ��� 10�� �� 20�棬���Ʊ��غ�Ľ��ٜضȇ�������ضȡ�
5 �Y���Z
��֮�����˻��^����Ҫ�������t�����ܣ���Ҫ��ȡ��ʩ���ƾ��Ĝز��ÿ��ز������ 5�� �ԃ�(n��i)����Ҫͨ�^�t��ضȵľ����ԣ�ÿ���ȶ��ڌ�����ҺλӋ�ľ������M�Мyԇ���_������ҺλӋÿ���^(q��)��ز���±3�� �� ��(n��i);�b�tǰ��ÿ���Ϝy�أ��_��ÿ��ز��� 5�� �ԃ�(n��i)������Ҏ(gu��)��������������ķ�������;�y�ؿ����У������ż��Ѳ�z�xÿ����У��һ�Ρ���לy�ؕr�����ھ���Ͳ 30mm��40mm ̎�������e�ӱ��_���ھ���һ��ƽ���棬��Ȟ� 40mm��50mm������õ��@�^ֱ���x�ñȟ��żֱ���� 1mm�����ؕrͨ�^�{���t��ضȡ�ѭ�h(hu��n)�L�C����ϴ�_�ȁ����Ƹ������ĵĜز��� 10�� �� ��(n��i)�������^���о��Ĝز������ 5�� �ԃ�(n��i)���_�����ٜضȲ��܇�������ضȡ�ͨ�^��ȡ���ϴ�ʩ���ƣ�����ҺλӋ���ٜضȜز�õ���Ч���ƣ����_��ÿһ�t�ξ��ĵ����W���ܷ���Ҫ��
�֙C��18936757575 �Y��(j��ng)������̖ͬ��
�֙C��13915157170 �˽�(j��ng)������̖ͬ��
�֙C��18052362775 �(j��ng)������̖ͬ��
�����������13151342466 �f��(j��ng)������̖ͬ��
���g��13151342466 ����(j��ng)������̖ͬ��
�Ԓ��86-0517-86951208
�Ԓ��0517-86997027
�Ԓ��0517-86856332
���棺86-0517-86997010
��ַ�����Kʡ�����н���h���A���
 �ھ��ͷ�1̖
�ھ��ͷ�1̖
