ժ��Ҫ����ˮ̎��S�е�����̎���h���Dz��ɺ�ҕ�ģ�������̎���������t�������������B�h����ɶ�����Ⱦ���Ɖġ����ôŷ���ҺλӋ̎����ˇ��̎�����࣬�������a���o����������aƷ����I�B����������|����ƺ���|�ȡ��о��Դŷ���ҺλӋ����̎����ˇ�Ԅӿ���ϵ�y�OӋ��Ŀ�ˣ������乤ˇ���̡�����ϵ�y�OӋ���O��Ӳ�����õȣ����F����ŷ���ҺλӋ̎���ķֲ������ơ���Ϣ���й��������ܻ��O�أ�������̎���ṩһ�N�����Ľ�Q������
������
��������S����悻������I�����r�弯�л��ĸ��ٰlչ�c��������ˮƽ����ߣ����������c���I�Uˮ�������S֮ͻ������������ˮ����̎������ˮ̎��S�Ĕ�����Ҏģ���ʬF�f���Pϵ����ˮ̎����s����������Ⱦ�ﶼ�D���������У�������δ����ˇ̎��ֱ���ŷŕ������������B�h����ɶ�����Ⱦ���Ɖġ������Դŷ���ҺλӋ����̎����ˇ���̞��OӋ������ͨ�^���ð��b�F���Ԅӻ��x����ܛ��������׃�l����늿��O�䣬ͬ�У̣ÿ������������ұO��ϵ�y�M��һ�״ŷ���ҺλӋ����̎���Ԅӿ���ϵ�y���Ɍ��F����ŷ���ҺλӋ̎���ķֲ������ơ���Ϣ���й��������ܻ��O�أ��_������̎���ĸ�Ч�������ܻ�����ȫ�ԣ����F������ķ��������o�������p�������YԴ����Ŀ�ˣ�ʹ�����������I�B�����ͺϷ�ԭ�ϡ�������|����ƺ���|���o�¾G�������������w���Ȱl�]��rֵ��
���ŷ���ҺλӋ���ˇ����
�����������A��
����I��ˮ���������۹ܵ�ݔ������ˮ̎��S���ɴָ�š�����Ō���ˮ�M�г���̎�������x������ཛ����������ݔ�͵��ς}�ȣ��c�{�턩�ͷ��������Ԅ�Ӌ���b�ð�����ݔ�������ϙC�ȳ�ֻ�ϣ�ʹ�������Ͼ���һ����ɢ�Y�����M��ѷʿ��gҪ��
�����������A��
���ϙC�a�����������Ͻ�Ƥ���Cݔ��������l�͂}�ȣ��M�л����ƽ���������������⡢�ضȡ���ȱO�y̽�^���O�y����ݔ������λ�C��������l���^�̱O�y�ͽo�������؝�ȿ��ơ�
����������l���A��
���������ڰl�͂}�Ȱl���^���У���Ҫ���L�C�ṩ�������r�՚�����⣬���������Ѹ�ٷ�ֳ���������϶��w�Ȝضȼ������ߣ���ͨ�^��������l���^�̱O�y�ͽo�������؝�ȿ���ϵ�y���ƶ��w�ڣ��������ϸߜ��ڣ�һ���裵������S�ָߜ��Գ�֚��粡ԭ�����s�ݷN�ӣ����F����ğo�����Ͷ��w�����ԡ�ͬ�r���ɄC���O�䌦���w�M�Д���ѣ�ʹ�}�Ȳ�ͬ��λ���������ϳ�ֻ�ϰl�ͣ��������aƷ�|���ۣ��ݡ�
�}�ȵ����⡢�ضȡ���ȱO�y̽�^���r�O�y�l���^�̵ĸ�������̖������̖�ɼ����cͨ�žW�jݔ������λ�C����ϵ�y���Ɍ��r�O�y�l�ͽo�������؝�ȵȣ����F�Ԅӿ��ƺ̓����l���^�̡�ͬ�r����l���^�̕��a�������İ��⡢����к����wΣ�����a�h�������ڰl��܇�g���b�h���O�y̽�^�����к����w����_���A��ֵ�r��ϵ�y�Ԅӈ��_��ͨ�L�Ś�ϵ�y��
���������ϺY���A��
���ϳ�ָ���ѷʿ���ϵ�y��ʾ�ѷ��^�̽Y�������P܇������Ķѷ��P���l�͂}�����^�ѷʺY�֙C���ѷ��{�턩�ȴ�K�����ϣ��Y�ϲ��֣��c��ָ����С�����ѷʣ��Y�²��֣����_��
�������YԴ�������A��
�ŷ���ҺλӋ�^����ɺY����������Ʒ������\���M���YԴ�����ã��Y�������鷵���ϡ����Ϲ�ˇ���̼��x��������D����ʾ��
��ϵ�y����
�ŷ���ҺλӋ����̎���Ԅӿ���ϵ�y�����ԬF���x��z�y���g��ͨ�ż��g���Ԅӿ��Ƽ��g��Ӌ��C���̵ȽM�ɵ��п��ұO�ع��������O����Ƽ����F���z�y���м��ķ�ɢ����ϵ�y��������̎���^�̵Ĕ�����Ϣ���r�ɼ��z�y���������ơ�������ݔ�����й���������˴ŷ���ҺλӋ����̎���Ԅӿ���ϵ�y�İ�ȫ�ԺͿɿ��ԡ�
���ЬF���z�y���м���ָ������̎����ˇ�����У������ڬF���ĸ���Ԅӻ��x����늿��O��M�ɵģ����F��ϵ�y������IJɼ��O�y�͌���λ�C��ָ��Ĉ��У���ܛ��������׃�l����늙C�Ŀ��ơ����鱣�Cϵ�y�����ԺͰ�ȫ���������Ʒ֞��ԬF��늿�����_�P��ٿv���o��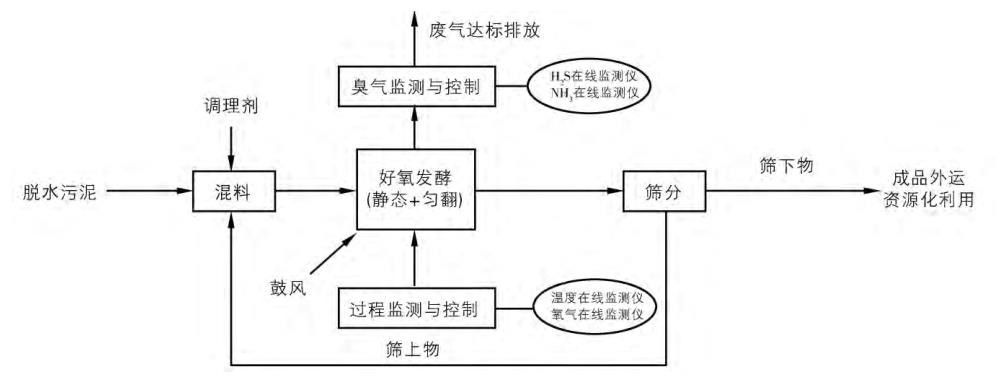 늿��O�䆢��—ֹͣ���քӿ��ơ����|����ʽ������I�P��˷�ʽ���ֿ�վ��������O������M��늿��O�䆢��—ֹͣ���b�ؿ��ơ��ԣУ̣�ϵ�y��ܛ���㷨������ˇ���̺ͅ����A�O���Ԅӌ��F���O�䆢��—ֹͣ���Ԅӿ������N�ɸߵ��͵Ŀ��Ƽ��e������ԓϵ�y����Ҫԭ�����ڿ���ϵ�y���F�O�˹��ϕr���ֲ��O���\��ʧ�أ����˞��քӿ��Ɓ��S������̎�����a�����\�С�ע�⌦�x���Ϳ����O����x�Ñ��xȡ���ܡ������ĸ����O�䣬�����������ԙz����У���ϸ��x���ܣ��Mһ������O����ϵęz���ʣ��sС�ֲ����ϵ�Ӱ푷������O����Ƽ����ɿɾ�������������У̣ã������M�ɵıO�y����ϵ�y���܌�����̎��ȫ�^���M�Ѕ����ɼ�̎��������ָ�ͨ�ŵȣ����Թ��I��̫�W�M�Д���ͨ�ţ����F�У̣��c�ֿ�վ���ֿ�վ�c������ͨ�ţۣ��ݡ�
늿��O�䆢��—ֹͣ���քӿ��ơ����|����ʽ������I�P��˷�ʽ���ֿ�վ��������O������M��늿��O�䆢��—ֹͣ���b�ؿ��ơ��ԣУ̣�ϵ�y��ܛ���㷨������ˇ���̺ͅ����A�O���Ԅӌ��F���O�䆢��—ֹͣ���Ԅӿ������N�ɸߵ��͵Ŀ��Ƽ��e������ԓϵ�y����Ҫԭ�����ڿ���ϵ�y���F�O�˹��ϕr���ֲ��O���\��ʧ�أ����˞��քӿ��Ɓ��S������̎�����a�����\�С�ע�⌦�x���Ϳ����O����x�Ñ��xȡ���ܡ������ĸ����O�䣬�����������ԙz����У���ϸ��x���ܣ��Mһ������O����ϵęz���ʣ��sС�ֲ����ϵ�Ӱ푷������O����Ƽ����ɿɾ�������������У̣ã������M�ɵıO�y����ϵ�y���܌�����̎��ȫ�^���M�Ѕ����ɼ�̎��������ָ�ͨ�ŵȣ����Թ��I��̫�W�M�Д���ͨ�ţ����F�У̣��c�ֿ�վ���ֿ�վ�c������ͨ�ţۣ��ݡ�
��������ϵ�y�OӋ
�ŷ���ҺλӋ�^����һ�N���s��׃�����ﻯ�W�����^�̣�����ȫ�^�̵ıOҕ�Ϳ��������y�ġ����^����ʹ��l��Ч���^������Ҫ�����l���^�̲�ͬ�A�Ό��؝�ȡ����⡢�������ʡ���ͬ�l���A������IJ�ͬ�������P�I���������M�к����O�y�����ܿ����ؚ����ʡ��ؚ�r�g���ؚ����ȣ����r�����{�����ӿ���ϵ�y�����F����ŷ���ҺλӋ��ȫ�^�̿��ƣ��ԝM�㲢�_���������B�A�Ρ����������A�Ρ����m�ߜ��A�Ρ�����Óˮ�A�εIJ�ͬ�ضȡ�����������������̎���Ԅӻ�����ϵ�y�������������Ͽ�����ϵ�y�������Ͽ�����ϵ�y����ˇ�O���\�п�����ϵ�y���S�^�h���O�y������ϵ�y���ضȣ�������Ϸ������ưl����ϵ�y���S�^�\�й���������ϵ�y���vʷ������ԃ��ϵ�y�ȡ�����̎��ϵ�y���Ԅӻ��̶��܌��F�������ŷ���ҺλӋȫ�^�̵ıO�y�Ϳ��ƣ����O���ܺĵ͡��ھ���ȫ�\�������L��̼�ŷż��к����w�ŷ��٣����a��ˇ���̷��������ܿ��Ƹߣ��o��������a�����|���ߣۣ��ݡ�
��ϵ�yӲ���M��
�ŷ���ҺλӋ����̎���Ԅӿ���ϵ�y�������a��ˇ���̼����ƌ���Ĺ��ܡ��O������������ˇ���̺�ƽ�沼�ã��Ԅӿ���ϵ�y�Oһ��������վ���ããң��̓ɂ��F���ֿ�վ���̣ãӣ����F���ֿ�վ�̣ãӵģУ̣á��F�������@ʾ��Ԫ�����b���O��F���������υ^�O�䡢�l�ͅ^�O�估��������V���M�й��r�IJɼ����Ԅ��\�бO�أ���ͨ�^�O��ͨ�Žӿ��c��λ�Cͨ�ţ�������վ�O����������̎��S�Ŀ����҃ȡ��������O�ã��ףȣͣɣ��|�������˙C���棩�����ײ��g���Դ��������վͨ�^���I��̫�W�����ù��w�c�F���ֿ�վ�̣ã��B�ӡ��������a�Oҕ���^�̿��ơ���������������������Ĵ�ӡݔ���ȹ��ܡ�ϵ�y���c��ˮ̎��S����������ұO���O��ͨ�ţ���ˮ̎��S����������̎��S���\�Р�B�M�бOҕ�������������M��ֱ�Ӳ�����
��ϵ�y���ֹ��ܺ���
���������ȡ������ȵęz�y����ѷʕ�ጷ���Ͱ��⣬��ˑ��O���估����x���Oҕ�C��̎��܇�g����Ͱ����ȡ�������_���O��ֵ�r���Ԅӈ������Ԅ��_���S���L�C��
�������ضȣ��������Ŀ���
�ڰl�ͅ^������ۃ��O�Üضȼ���������������׃�������z�y�����ضȺͺ������ʣ����_���O��ֵ�r�����Ԅ��_��������λ��늄��y�T�����_�����L�C�������M�й��L�ؚ⣬�ԝM������l����Ҫ��
����������ҺλӋ
�ڳ�������V���O�ó���ҺλӋ�z�yˮ��Һλ��
���Y�Z
�F����ˮ̎���ИI�ĭh��Ч�桢����Ч������Ч���ў�������J֪�����Ą�������M���g���Y��Ͷ�뵽��ˮ̎���о��С������Դŷ���ҺλӋ����̎���Ԅӿ���ϵ�y���OӋ�Þ�Ŀ�ģ����ÿɿ��Ըߡ��������ơ��aƷ�˜ʻ��ģУ̣ÿ��Ƽ��g��ͬ�r�Y�Ϸ�ɢ����ϵ�y�OӋһ���܌��F����ŷ���ҺλӋ̎�����Ԅӿ����c�z�yϵ�y���_������̎���ĸ�Ч�������ܻ�����ȫ�ԣ����F������ķ��������o�������p�������YԴ��Ŀ�ˣ�������̎���ṩһ�N������Q���g������

 �ھ��ͷ�1̖
�ھ��ͷ�1̖
