Ė▀ē║Ų¹░³▒┌£ž▓Ņ«a╔·Ą─įŁę“Ęų╬÷╝░┐žųŲ┤ļ╩®
░l▓╝ĢrķgŻ║2019-07-10 ░l▓╝ū„š▀Ż║Åłßō╬õ , Č╬ĪĪ║š
š¬ĪĪ꬯║ų„ę¬ĮķĮB┴╦ėÓ¤ßÕüĀtĖ▀ē║Ų¹░³Ą─╗∙▒ŠĮM│╔║═ū„ė├Ż¼įö╝ÜĘų╬÷┴╦ÖCĮM└õæBåóäėĢrĖ▀ē║Ų¹░³▒┌£ž▓Ņ«a╔·Ą─įŁę“ęį╝░┐žųŲ┤ļ╩®Ż╗ų°ųžĮķĮB┴╦╚ń║╬┐žųŲĖ▀ē║Ų¹░³╔²ē║╦┘┬╩▓ó╠ß│÷ā×╗»┤ļ╩®Ż╗═©▀^▓╔╚Ī▀@ą®┐žųŲ║═ā×╗»┤ļ╩®īóĖ▀ē║Ų¹░³╔ŽŽ┬▒┌£ž▓Ņ┐žųŲį┌ 50ĪµĘČć·ęįā╚Ż¼£p╔┘┴╦Ė▀ē║Ų¹░³åóäė▀^│╠ųąĄ─¤ßæ¬┴”Ż¼čėķL╩╣ė├ē█├³Ż¼▒ŻūCÖCĮM░▓╚½▀\ąąĪŻ
ę²čį
ĪĪ─│░lļŖÅS▓╔ė├ę╗═Žę╗Ęų▌S▓╝ų├ F ╝ē╚╝ÜŌ - š¶Ų¹┬ō║ŽčŁŁhÖCĮMŻ¼ę╗┼_╚╝ÖC░lļŖÖCĮMŻ¼ę╗┼_ėÓ¤ßÕüĀtŻ¼ę╗┼_Ų¹▌åÖC░lļŖÖCĮMŻ¼╚╝ÖC×ķ ░▓ ╦_ Ā¢ ČÓ AE94.3A ųž ą═ ÖC ĮMŻ¼ ėÓ ¤ß Õü Āt ×ķ ¢| ĘĮ ┴Ķ ╚š Ą─ MHDB-AE94.3A-Q1Ż¼┤╦ėÓ¤ßÕüĀtĖ▀ē║Ų¹░³Ą─įOėŗē║┴”╩Ū 16.4MPaŻ¼įOėŗ£žČ╚╩Ū 355ĪµŻ¼▓╔ė├▓─┘|╩Ū 13MnNiMoR, Ų¹░³▒┌║±Č╚╩Ū 105mmĪŻŲ¹▌åÖC×ķ╔Ž║ŻļŖÜŌĄ─ 135 ÖCĮMą═╠¢ LZC136-12.69/1.9/0.403/561.7/547ĪŻįō░lļŖÅSį┌└õæBåóäė▀^│╠ųąĖ▀ē║Ų¹░³╔ŽŽ┬▒┌£ž▓Ņ▌^Ė▀▀_ĄĮ 80ĪµŻ¼ć└ųž═■├{ÖCĮMĄ─░▓╚½▀\ąąŻ¼▒Š╬─ęįįō░lļŖÅS AE94.3A ╚╝ÜŌ - š¶Ų¹┬ō║ŽčŁŁhÖCĮM×ķ└²Ż¼Ęų╬÷ėÓ¤ßÕüĀtĖ▀ē║Ų¹░³į┌└õæBåóäė▀^│╠ųą╔ŽŽ┬▒┌£ž▓Ņ┤¾Ą─įŁę“▓ó╠ß│÷┐žųŲ┤ļ╩®ĪŻ
1ĪĪĖ▀ē║Ų¹░³ĮM│╔
ĪĪĪĪĖ▀ē║Ų¹░³ė╔ĘŌŅ^║═║å¾wĮM║ĖČ°│╔Ż¼š¹¾wų„ę¬╩Ūė╔╣▄Ą└Īó£y┴┐čbų├║═Ęųļxčbų├ĮM│╔Ą─ĪŻ╣▄Ą└ų„ę¬ėąĮo╦«╣▄Ą└ĪóŽ┬ĮĄ╣▄Ą└Īó╔Ž╔²╣▄Ą└Īó╝ė╦Ä╣▄Ą└Īó┼┼╬█╣▄Ą└Īó’¢║═š¶Ų¹╣▄Ą└Ą╚Ż╗£y┴┐čbų├ų„ę¬ėąŲ¹░³▒┌£ž¤ßļŖ┼╝ĪóŲ¹░³ļp╔½╦«╬╗ėŗĪó▓Ņē║╦«╬╗ėŗĪóļŖĮė³c╦«╬╗ėŗŻ¼ē║┴”▒ĒŻ¼ē║┴”ūā╦═Ų„Ż¼░▓╚½ķyĄ╚Ż╗Ęųļxčbų├ų„ę¬ėąą²’LĘųļxŲ„Ż¼▓©ą╬░ÕĘųļxŲ„Ż¼▓©ą╬░ÕĖ╔į’Ų„Ż¼Š∙┴„┐ū░ÕĄ╚ĪŻ
2ĪĪĖ▀ē║Ų¹░³ū„ė├
ĪĪĪĪĖ▀ē║Ų¹░³╩ŪĖ▀ē║Āt╦«╝ė¤ßĪóš¶░lĪó▀^¤ß╚²éĆ▀^│╠Ą─śą╝~Ż¼╩ŪĮ©┴óĖ▀ē║ŽĄĮy╦«čŁŁhĄ─ųą▐DšŠŻ╗Ų¹░³ā╚▓┐▓╝ų├ėąą²’LĘųļxŲ„Īó▓©ą╬░ÕŽõęį╝░┼┼╬█Ą╚čbų├Ż¼╩ŪĖ▀ē║š¶Ų¹║ŽĖ±ŲĘ┘|Ą─▒ŻūCŻ╗Ė▀ē║Ų¹░³╦«╚▌Ęe 44m³Ż¼Š▀ėąę╗Č©Ą─ā”╦«┴┐║═ąŅ¤ß─▄┴”Ż¼į┌«É│Ż╣żørŽ┬─▄ŠÅĮŌš¶Ų¹ē║┴”Ą─┐ņ╦┘ūā╗»ĪŻ
3ĪĪĖ▀ē║Ų¹░³▒┌£ž▓Ņ┤¾╬Ż║”
ĪĪĪĪĖ▀ē║Ų¹░³¤ßæ¬┴”Ą─«a╔·üĒį┤ė┌Ų¹░³╔ŽŽ┬▒┌£ž▓Ņ║═ā╚═Ō▒┌£ž▓ŅŻ¼▒┌£ž▓ŅįĮ┤¾Ż¼¤ßæ¬┴”įĮ┤¾Ż¼ķLŲ┌į┌▀^æ¬┴”╣żørŽ┬▀\ąąĢ■į÷╝ėŲ¹░³ē█├³ōp║─ [1]Ż¼ć└ųžĢr╩╣Ų¹░³░l╔·ÅØŪ·ūāą╬╔§ų┴«a╔·┴č╝yŻ¼╬Ż║”ÖCĮMĄ─░▓╚½▀\ąąĪŻę“┤╦Ż¼ėÓ¤ßÕüĀtį┌åóäė╗“š▀═Ż▀\▀^│╠ųąŻ¼▒žĒÜ┐žųŲŲ¹░³▒┌£ž▓Ņ▓╗│¼Ž▐Ż©50ĪµŻ®Ż¼ė╚Ųõ╩Ū┐žųŲĖ▀ē║Ų¹░³╔ŽŽ┬▒┌£ž▓ŅĪŻ
4ĪĪĖ▀ē║Ų¹░³▒┌£ž▓Ņ┤¾įŁę“Ęų╬÷
4.1ĪĪĖ▀ē║Ų¹░³╔ŽŽ┬▒┌┼c╣ż┘|ōQ¤ßŽĄöĄ▓╗═¼
ĪĪĪĪ╚╝ÖC³c╗║¾│§Ä¦ę╗Č©žō║╔Ż¼ėÓ¤ßÕüĀtį┌└õæBŽ┬╔²£ž╔²ē║Ż¼ė╔ė┌Ų¹░³╔ŽŽ┬▒┌£žČ╚Ą═Ż¼Ų¹░³╔Ž▓┐’¢║═š¶Ų¹║═Ž┬▓┐Āt╦«Ęųäeī”Ų¹░³╔ŽŽ┬▒┌▀Mąą╝ė¤ßŻ¼Ų¹░³Ž┬▓┐Āt╦«ī”Ų¹░³Ž┬▒┌▀Mąąī”┴„ōQ¤ßŻ¼╔Ž▓┐’¢║═š¶Ų¹ī”Ų¹░³╔Ž▒┌▀Mąą─²ĮYōQ¤ßŻ¼║¾š▀Ą─ōQ¤ßŽĄöĄ╩Ū 3~4 ▒Č [2]Ż¼ę“┤╦į┌ŽÓ═¼Śl╝■Ž┬Ų¹░³╔Ž▒┌£žČ╚╔Ž╔²┐ņĪŻ
4.2ĪĪŲ¹░³╔²ē║╦┘┬╩▀^┐ņ
ĪĪĪĪļSų°Ė▀ē║Ų¹░³ē║┴”Ą─╔Ž╔²Ż¼ī”æ¬Ą─’¢║═£žČ╚╔²Ė▀Ż¼ė╚Ųõį┌ē║┴”ąĪė┌ 1.5MPa ĢrŻ¼ļSų°ē║┴”Ą─╔Ž╔²Ż¼’¢║═š¶Ų¹£žČ╚╔Ž╔²▌^┐ņŻ¼Ų¹░³╔Ž▒┌£žČ╚Ė·ļSų°┐ņ╦┘╔Ž╔²Ż¼Č°į┌åóäė│§Ų┌╦«čŁŁh╔ą╬┤Į©┴óī¦ų┬Ų¹░³Ž┬▓┐Āt╦«£žČ╚╔Ž╔²▌^ŠÅŻ¼Ž┬▒┌£žČ╚╔Ž╔²┬²Ż¼╚ń╣¹┤╦Ģr┐žųŲ▓╗«öŻ¼Ų¹░³╔ŽŽ┬▒┌£ž▓ŅŠ═Ģ■│¼Ž▐ĪŻ
4.3ĪĪĖ▀ē║Ų¹░³▒┌║±┤¾
ĪĪĪĪėÓ¤ßÕüĀtåóäė▀^│╠Ż¼Ė▀ē║Ų¹░³ā╚▒┌ų▒Įė┼c╦«║═’¢║═š¶Ų¹Įėė|Ż¼£žČ╚Ė·ļS┐ņ╦┘╔Ž╔²Ż¼Ų¹░³═Ō▒┌£žČ╚Ą─╔²Ė▀╩▄ĄĮĮī┘ī¦¤ßĄ─Ž▐ųŲŻ¼Ų¹░³ā╚═Ō▒┌£ž▓Ņ┼cŲ¹░³▒┌║±║═ī¦¤ßŽĄöĄ│╔š²▒╚Ż¼╣╩═Ō▒┌£žČ╚╔Ž╔²ŠÅ┬²Ż¼┤╦═ŌŲ¹░³═Ō▒┌£žČ╚═©▀^▒Ż£žīė┼c┤¾ÜŌ▀MąąōQ¤ßŻ¼ė╔┤╦įņ│╔Ų¹░³ā╚▒┌£žČ╚╔Ž╔²┐ņŻ¼═Ō▒┌£žČ╚╔Ž╔²┬²Ż¼Å─Č°«a╔·ā╚═Ō▒┌£ž▓Ņ [3]ĪŻ
5ĪĪĖ▀ē║Ų¹░³▒┌£ž▓Ņ┤¾┐žųŲ┤ļ╩®
5.1ĪĪ╠ßĖ▀Ė▀ē║Ų¹░³Įo╦«£žČ╚
ĪĪĪĪĖ▀ē║Įo╦«üĒūįė┌Ą═ē║Ų¹░³Ż¼Ą═ē║Ų¹░³║═│²č§Ņ^ę╗¾wįOų├Ż¼│²č§Ņ^įOų├┴╦▌oų·š¶Ų¹╝ė¤ßĪŻį┌└õæBåóäė▀^│╠ųąŻ¼═Č▀\▌oų·š¶Ų¹ų┴│²č§Ņ^╝ė¤ßŻ¼ę╗ĘĮ├µėąų·ė┌Ą═ē║Ų¹░³Įo╦«Ą─│²č§Ż¼┴Ēę╗ĘĮ├µ╝ė¤ßĄ═ē║Ų¹░³Āt╦«Ż¼╠ß╔²Ė▀ē║Ų¹░³Įo╦«£žČ╚Ż¼Ę└ų╣Ė▀ē║Ų¹░³«a╔·š¶Ų¹║¾×ķŠS│ų╦«╬╗ča╚ļĄ═£žĄ─Įo╦«Ż¼▀Mę╗▓Į└Ł┤¾Ė▀ē║Ų¹░³╔ŽŽ┬▒┌£ž▓ŅĪŻ
5.2ĪĪ═Č▀\Ė▀ē║š¶░lŲ„Ąū▓┐╝ė¤ß
ĪĪĪĪ└õæBåóäėŪ░īóĖ▀ē║Ų¹░³╦«╬╗╔ŽĄĮ┐╔ęŖ╦«╬╗Ż©-500mmŻ®Ż¼═Č╚ļĖ▀ē║š¶░lŲ„Ąū▓┐╝ė¤ßŻ¼īóĖ▀ē║Ų¹░³Āt╦«╝ė¤ßĄĮ 90ĪµŻ¼┤╦ĢrĖ▀ē║Ų¹░³╦«╬╗╝s×ķ -250mmŻ¼╝ė¤ßĖ▀ē║Ų¹░³Ąū▓┐Āt╦«Ż¼£pŠÅĖ▀ē║Ų¹░³╔²ē║│§Ų┌╔ŽŽ┬▒┌£ž▓Ņ▀^┐ņ└Ł┤¾ [4]ĪŻĖ▀ē║Ų¹░³╔²ē║│§Ų┌▒ŻūCĖ▀ē║Ų¹░³╦«╬╗╠Äė┌Ą═╦«╬╗ĀŅæBŻ¼ūīĖ▀ē║Ų¹░³«a╔·Ą─’¢║═š¶Ų¹▒M┴┐│õØMŲ¹░³ā╚▓┐Ż¼╝ė╦┘Ė▀ē║Ų¹░³š¹¾w£žČ╚╔Ž╔²Ż¼┐sąĪ╔ŽŽ┬▒┌£ž▓ŅĪŻ
5.3ĪĪ╝ė┤¾Ąū▓┐┼┼╬█Ż¼Į©┴ó╦«čŁŁh
ĪĪĪĪį┌åóäė╔²ē║│§Ų┌Ż¼ė╔ė┌Ė▀ē║Ų¹░³«a╔·š¶Ų¹┴┐ŽÓī”▌^ąĪŻ¼Ė▀ē║ŽĄĮy╦«čŁŁh╔ą╬┤Į©┴óŻ¼Ė▀ē║š¶░lŲ„ęį╝░Ų¹░³Ąū▓┐Āt╦«╗∙▒Š╠Äė┌═Ż£■ĀŅæBŻ¼ōQ¤ßŽĄöĄąĪŻ¼Ž┬▒┌£žČ╚╔Ž╔²╠žäeŠÅ┬²Ż¼Č°’¢║═š¶Ų¹▓╗öÓ┼cŲ¹░³╔Ž▒┌▀MąąōQ¤ßŻ¼┤╦Ģr╔ŽŽ┬▒┌£ž▓Ņ╚▌ęū│¼Ž▐ĪŻ═©▀^┤“ķ_Ė▀ē║š¶░lŲ„┼┼╬█ļŖäėķTęį╝░Ė▀ē║Ų¹░³▀B└m┼┼╬█Ż¼┤┘▀Mē║Ų¹░³Āt╦«čŁŁhŻ¼╝ėÅŖĀt╦«Ą─┴„äėŻ¼ęį╠ß╔²Ė▀ē║Ų¹░³Ž┬▒┌£žČ╚Ż¼£p╔┘Ė▀ē║Ų¹░³╔ŽŽ┬▒┌£ž▓Ņ [5]ĪŻ
5.4ĪĪĘ┼▒MĖ▀ē║Ų¹░³ā╚Āt╦«
ĪĪĪĪ└õæBåóäėŪ░Ż¼īóĖ▀ē║Ų¹░³ā╚╩ŻėÓĄ═£žĀt╦«Ę┼Ą¶Ż¼ča│õ£žČ╚▌^Ė▀Ą─Įo╦«Ż¼┐sČ╠Ė▀ē║š¶░lŲ„Ąū▓┐╝ė¤ßĢrķgŻ¼╠ßŪ░┐žųŲĖ▀ē║Ų¹░³╔ŽŽ┬▒┌£ž▓ŅŻ¼×ķ╚╝ÖCåóäė║¾┐žųŲ£ž▓Ņ╠ß╣®ėą└¹Śl╝■ĪŻ
5.5ĪĪ┐žųŲĖ▀ē║Ų¹░³ē║┴”╔Ž╔²╦┘┬╩
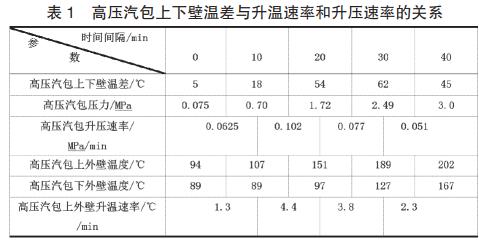
ĪĪį┌åóäė│§Ų┌╚╝ÖC│§Ä¦▌^Ą═žō║╔ 10MWŻ¼┤¾ÜŌ£žČ╚ 25ĪµĢrŻ¼10MWĢr╚╝ÖC┼┼¤¤£žČ╚Ė▀▀_ 370ĪµŻ¼Ė▀ē║š¶░lŲ„╚ļ┐┌£žČ╚▀_ 325ĪµŻ¼į┌Ė▀ē║Ų¹░³Ųē║│§Ų┌Ż¼ļSų°Ė▀ē║Ų¹░³ē║┴”Ą─╔Ž╔²Ż¼’¢║═£žČ╚┐ņ╦┘╔Ž╔²Ż¼Ų¹░³╔Ž▒┌£žČ╚Ė·ļS┐ņ╦┘╔Ž╔²Ż¼ę“┤╦Ż¼į┌╔²ē║│§Ų┌┐žųŲĖ▀ē║Ų¹░³╔²ē║╦┘┬╩╩Ū┐žųŲ╔ŽŽ┬▒┌£ž▓ŅĄ─ėąą¦┤ļ╩®ĪŻ└õæBåóäėĢrŻ¼Ūą│²Ė▀ē║┼į┬Ęķyūįäė─Ż╩ĮŻ¼╩ųäėīóĖ▀ē║┼į┬Ęķy┤“ķ_ 80% ų▒ĄĮĖ▀ē║Ų¹░³╔ŽŽ┬▒┌£ž▓Ņ╗ž╔²║¾┬²┬²╩ųäėĻPąĪĖ▀ē║┼į┬ĘķyŻ╗┤“ķ_Ė▀ē║Ų¹░³Āté╚ĪóÖCé╚╩Ķ╦«ęį╝░Ė▀ē║▀^¤ßŲ„│÷┐┌┼┼ÜŌļŖäėķTŻ¼£pŠÅĖ▀ē║Ų¹░³ē║┴”Ą─╔Ž╔²Å─Č°┐žųŲĖ▀ē║Ų¹░³╔Ž═Ō▒┌Ą─╔²£ž╦┘┬╩ąĪė┌ 3.5Īµ /minŻ¼«öį┘¤ßē║┴”┤¾ė┌ 0.1MPa ĢrŻ¼┤“ķ_į┘¤ßŲ„│÷┐┌┼┼ÜŌļŖäėķTų▒ų┴į┘¤ßē║┴”┤¾ė┌ 0.25MPa ║¾ĻPķ]Ż¼į┘¤ßŲ„│÷┐┌┼┼┐šļŖäėķTĻPķ]║¾ŠÅ┬²╩ųäė┤“ķ_ųąē║┼į┬ĘķyŻ¼ūóęŌ─²Ų¹Ų„šµ┐šūā╗»ęį╝░┼┼ÜŌ£žČ╚Ą─╔Ž╔²Ż¼į┌šµ┐šį╩įSĄ─Śl╝■Ž┬┬²┬²ķ_┤¾ųąē║┼į┬Ęķyų▒ų┴ 70%Ż¼▒M┐╔─▄į┌Ė▀ē║░³╔²ē║│§Ų┌┐žųŲē║┴”Ą─╔Ž╔²╦┘┬╩ĪŻęįŽ┬▒Ē 1 ╩Ū▓╔╚Ī┴╦╔Ž╩÷┐žųŲ┤ļ╩®║¾į┌└õæBåóäė╚╝ÖC│§Ä¦ 10MWŻ¼Ė▀ųąē║┼į┬Ęķyķ_Č╚Ęųäe×ķ80%Ż¼70% ĢrĖ▀ē║Ų¹░³╔ŽŽ┬▒┌£ž▓Ņ┼c╔²£ž╦┘┬╩Īó╔²ē║╦┘┬╩Ą─ĻPŽĄĪŻŻ©▒Ē
1 ųąĖ▀ē║Ų¹░³╔²ē║╦┘┬╩║═╔Ž═Ō▒┌╔²£ž╦┘┬╩╩Ū├┐Ė¶ 10min Ą─ėŗ╦ŃųĄŻ®
6ĪĪĖ▀ē║Ų¹░³╔²ē║╦┘┬╩ā×╗»┤ļ╩®
▓╔╚Īęį╔Ž┐žųŲ┤ļ╩®▓ó═©▀^ČÓ┤╬┬ō║ŽčŁŁhÖCĮM└õæBåóäėĄ─öĄō■▓╔╝»┐╔ų¬Ż¼į┌åóäė│§Ų┌Ż¼Ė▀ē║Ų¹░³Ą─╔²ē║╦┘┬╩╩Ūė░ĒæĖ▀ē║Ų¹░³╔ŽŽ┬▒┌£ž▓ŅĄ─ų„ę¬ę“╦žŻ¼ę“┤╦ī”Ė▀ē║Ų¹░³╔²ē║╦┘┬╩▀^┐ņį┌▀ē▌ŗĘĮ├µ▀Mąąā×╗»Ż¼ęį£p╔┘▀\ąą╚╦åT╩ųäė▓┘ū„Ż¼Ę└ų╣▓┘ū„▓╗«öįņ│╔Ė▀ē║Ų¹░³╔ŽŽ┬▒┌£ž▓Ņ│¼Ž▐ĪŻ└õæBåóäėĢrŻ¼ūįäėīóĖ▀ųąē║┼į┬Ęķy100% ┤“ķ_ų▒ĄĮÖz£yĄĮĖ▀ē║Ų¹░³╔ŽŽ┬▒┌£ž▓Ņ╗ž┬õ┤¾ė┌ 5ĪµĢrūįäė▀M╚ļĖ▀ųąē║┼į┬ĘČ©ē║┐žųŲ─Ż╩ĮŻ¼ŠS│ųø_▐Dē║┴”Ą╚┤²ø_▐DĪŻė╔ė┌ųąē║┼į┬ĘķyĄ─ķ_åóī”šµ┐šė░Ēæ▌^┤¾Ż¼ę“┤╦ī”ųąē║┼į┬Ęķy╚½ķ_Ą─Śl╝■ū„ęįŽ┬šf├„Ż¼ųąē║┼į┬Ęķy╚½ķ_Śl╝■Ż║ÖCĮM└õ
æBåóäėŪęšµ┐šąĪė┌ 10KpaŻ©Į^ī”ē║┴”Ż®Ūęį┘¤ßš¶Ų¹ē║┴”┤¾ė┌ 0.25MPaŪęį┘¤ßŲ„│÷┐┌┼┼┐šļŖäėķTĻPķ]Ūęųąē║┼į┬Ęķyø]ėą┐ņĻPŚl╝■ĪŻ▒Ē 2 ╩Ūį┌▓╔╚Ī╔Ž╩÷┐žųŲ┤ļ╩®ęį╝░╔²ē║╦┘┬╩ā×╗»║¾Ż¼└õæBåóäė╚╝ÖC│§Ä¦ 10MWŻ¼Ė▀ųąē║┼į┬Ęķyķ_Č╚Ęųäe×ķ 100%Ż¼100% ĢrĖ▀ē║Ų¹░³╔ŽŽ┬▒┌£ž▓Ņ┼c╔²£ž╦┘┬╩Īó╔²ē║╦┘┬╩Ą─ĻPŽĄĪŻ
ĪĪī”▒╚▒Ē 1 ║═▒Ē 2 ┐╔ų¬Ż¼└õæBåóäėĢrŻ¼╚╝ÖC│§Ä¦ 10MW žō║╔Ż¼į┌Ą┌ 10~20min ā╚┐žųŲ║├╔²£ž╔²ē║╦┘┬╩╩Ū┐žųŲŲ¹░³╔ŽŽ┬▒┌£ž▓ŅĄ─ĻPµI╣سcŻ¼Ė▀ē║Ų¹░³╔²ē║╦┘┬╩ā×╗»Ū░Ą┌ 10~20minŻ¼Ė▀ē║Ų¹░³Ą─╔²ē║╦┘┬╩▀_ĄĮ 0.102MPa/minŻ¼╔Ž▒┌╔²£ž╦┘┬╩▀_ĄĮ 4.4Īµ /minŻ¼│¼▀^ŅAČ©Ą─╔²£ž╦┘┬╩ 3.5Īµ /minŻ¼┤╦ĢrĖ▀ē║Ų¹░³╔Ž▒┌£žČ╚╔Ž╔²▀^┐ņŻ¼Ž┬▒┌£žČ╚╔Ž╔²┬²Ż¼ī¦ų┬┤╦Ģr╔ŽŽ┬▒┌£ž▓Ņ▀_ĄĮ 54ĪµŻ¼Č°ā×╗»║¾į┌Ą┌ 10~20minŻ¼╔²ē║╦┘┬╩Ž┬ĮĄų┴ 0.095MPa/minŻ¼╔²£ž╦┘┬╩Ė·ļSŽ┬ĮĄų┴ 3.4Īµ /minŻ¼ļm╚╗į┌Ą┌20~30minŻ¼╔Ž▒┌╔²£ž╦┘┬╩│¼▀^ 3.5Īµ /minŻ¼Ą½ė╔ė┌│ų└mĢrķg▌^Č╠Ūę┤╦ĢrĖ▀ē║Ų¹░³Ž┬▓┐╦«čŁŁhęčĮ©┴óŻ¼Ž┬▒┌£žČ╚╔Ž╔²į÷┐ņŻ¼ę“┤╦╔ŽŽ┬▒┌£ž▓Ņ╚į╚╗į┌ 50Īµęįā╚Ż¼į┌Ą┌ 30~40minŻ¼╔ŽŽ┬▒┌£ž▓Ņ┬²┬²┐sąĪŻ¼╔ŽŽ┬▒┌£žŠS│ųø_▐Dē║┴”Ą╚┤²ø_▐DĪŻ
7ĪĪĮYšō
ĪĪĪĪ═©▀^╔Ž╩÷┐žųŲ┤ļ╩®ęį╝░Ė▀ē║Ų¹░³╔²ē║╦┘┬╩ā×╗»┤ļ╩®Ż¼▒ŻūC┴╦ÖCĮM└õæBåóäėĢrĖ▀ē║Ų¹░³╔ŽŽ┬▒┌£ž▓Ņ▓╗│¼Ž▐Ż¼£p╔┘┴╦Ė▀ē║Ų¹░³į┌└õæBåóäė▀^│╠ųąĄ─¤ßæ¬┴”Ż¼čėķL┴╦Ė▀ē║Ų¹░³Ą─╩╣ė├ē█├³Ż¼▒ŻūC┴╦ÖCĮM░▓╚½ĘĆČ©▀\ąąĪŻ
 į┌ŠĆ┐═Ę■1╠¢
į┌ŠĆ┐═Ę■1╠¢