PLC �c�ؿx����Y(ji��)�ϵ�늼ӟ��֬ɰ̎������ϵ�y(t��ng)���O(sh��)Ӌ(j��)
�l(f��)���r(sh��)�g��2019-05-14 �l(f��)�����ߣ�
ժ Ҫ����B��늼ӟ��֬�fɰ̎���Ŀ���ϵ�y(t��ng)���O(sh��)Ӌ(j��)������ϵ�y(t��ng)���ÿɾ����������(PLC)�͜ؿx����Y(ji��)�ϵĿ��Ʒ�ʽ��PLC ���ƃ�(y��u)��(sh��)��߉���ƣ��F(xi��n)���O(sh��)��Ć�ͣ�� PLC ���Ƹ��鷽�㺆�Σ��ؿx�����ƃ�(y��u)��(sh��)�ǜؿؾ��ȸߣ��ؿط�(w��n)����ԓ����ϵ�y(t��ng)��ij�T��S���w��(sh��)ʩ���Y(ji��)��������ԓ�O(sh��)Ӌ(j��)߉���ư�ȫ�ɿ����ؿؾ��ȸߡ�
����
늼ӟ��֬ɰ̎������ϵ�y(t��ng)��Ҫ��������֬ɰǰ̎������ϵ�y(t��ng)����֬�fɰ늼ӟ������t����ϵ�y(t��ng)����֬ɰ����ݔ�Ϳ���ϵ�y(t��ng)�����m�O(sh��)�����ϵ�y(t��ng)����s�O(sh��)�����ϵ�y(t��ng)����֬ɰǰ̎�����ơ���֬ɰ����ݔ�Ϳ��ơ����m���ơ���s�O(sh��)����Ƶ���Ҫ���c(di��n)�ǿ���늙C(j��)��ͣ��߉�Ⱥ�ѭ��ԓ���ֹ����� PLC �����ƺ��α�ݣ���֬�fɰ늼ӟ������t���Ƶ����c(di��n)�DZ��֜ضȵķ�(w��n)���Լ��o����S��ԓ�����Ɍ��õĜؿx������Ƹ���(w��n)���ɿ������Ԝp�٬F(xi��n)���{(di��o)ԇ�r(sh��)�g��
1 늼ӟ��֬ɰ��������Ҫ��ˇ��B
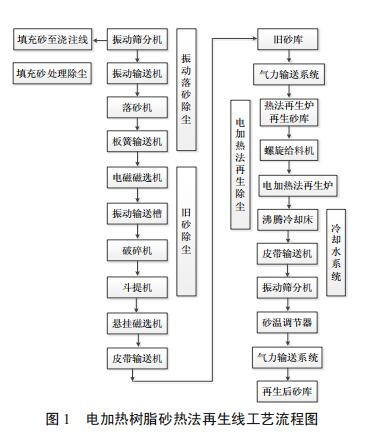
늼ӟ��֬ɰ�����nj���֬�fɰ�M(j��n)��늼ӟ�̎��ȥ��ɰ���Ϸe�۵�ճ�Y(ji��)���Ț�����Ͷ��Ա�Ĥ�Լ��к������ۉm��ʹ�fɰ�ĸ��N��ˇ���ܵõ��֏�(f��)��һ�Nɰ������ˇ�����^�KĿ�ľ�������p���T�����a(ch��n)�е���ɰ��������(ji��)�s��(j��ng)��(j��)Ͷ�롢����T���|(zh��)�������o(h��)��Ȼ�h(hu��n)����[1]��Ҫ��ˇ������֬�fɰ��ǰ̎������֬�fɰ늼ӟᷨ����ϵ�y(t��ng)�����������Ě���ݔ��ϵ�y(t��ng)�ͳ��mϵ�y(t��ng)��Ҫ����ɹ�ˇ���o���O(sh��)�䣬ʹ�fɰ�������������Ƀ�[2]������Ҫ��ˇ���̈D��D 1 ��ʾ��
2 늼ӟ��O(sh��)����Ҫ���g(sh��)��(sh��)��(j��)��B
늼ӟ��O(sh��)�����ɉ���������늼ӟ��������O(sh��)�䡢�ضȜy��һ�w�Ć�Ԫ�M���O(sh��)�䡣���ӟ�����Ҫ���ڿ՚�ӟᣬ���M�㌦(du��)��ˇ�ӟᷴ��(y��ng)�ضȵ�Ҫ��(sh��)�Мضȿ��ƣ��ض��_(d��)���O(sh��)��ֵ늼ӟ����P(gu��n)�]��ϵ�y(t��ng)�ضȵ����O(sh��)��ֵ���Ԅ�(d��ng)����(d��ng)늼ӟ��������ɺ����һ��(g��)����o�����O(sh��)��ֵ�ϡ�
��Ҫ���g(sh��)����(sh��)���£�
1���ӟ���|(zh��)���՚⣻
2��������1000m3/s ��
3�����|(zh��)�^�߳��ڜضȣ�950 �棻
4�������������������O(sh��)Ӌ(j��)������0.15MPa��
5���M(j��n)�ڜضȣ�300�棻
6���Դ��380V/ 50HZ��3 �ࣻ
7���Ӿ���ʽ�������Σ����Σ��B�ӡ�
3 늼ӟ��֬ɰ̎������ϵ�y(t��ng)Ӳ��
�x����
��֬ɰ̎���е��\(y��n)�п�����Ҫ������ǰ̎���O(sh��)����ơ�����ݔ���O(sh��)����ơ�����ݔ���O(sh��)����ơ����m�O(sh��)����ơ���s�O(sh��)����ơ��@Щ�O(sh��)����Ʒ�ʽ�ǵ��͵�߉���Ʒ�ʽ����Ҫؓ(f��)؟(z��)�O(sh��)��İ��Ⱥ����(d��ng)ֹͣ[3]���dz��m�� PLC ���ơ�늼ӟ�����Ҫ���C���ڜضȵķ�(w��n)���͟o����S�O(sh��)���ضȣ����Ʒ�ʽ�ǵ��͵Ĵ����ģ�M�����ƣ������ PLC ֱ�ӿ�����Ҫ�����ĕr(sh��)�gȥ�{(di��o)ԇPID ����(sh��)����(du��)�ڛ]�й��̽�(j��ng)�(y��n)�Ĺ��̎���Ҫ����
���ĕr(sh��)�gȥ�{(di��o)ԇ�;��������˜p���ڹ����ϵ��{(di��o)ԇ�r(sh��)�g��ͬ�r(sh��)����ݔ���ضȵķ�(w��n)�����Ì��õĜؿx����������^��(y��u)���x��
3.1 늼ӟ��֬ɰ̎������ϵ�y(t��ng) PLC Ӳ���x��
�x�� PLC ��ԭ�t���ս�(j��ng)��(j��)�ԡ��ɔU(ku��)չ�ԡ��܉���̫�W(w��ng)ͨӍ��RS485 ͨӍ���^�K�x�ÚWķ��CP1H ϵ�е�-XA �� PLC��
ԓ PLC ����Ҫ�������£�
1��PLC ��Ԫ�� 24 �c(di��n)ݔ�룬16 �c(di��n)ݔ���͆�Ԫ��
2���Hͨ�^ CPU ��Ԫ����ʹ�ø���Ӌ(j��)��(sh��)����
4 �S�}�_ݔ�����ܡ�
3��CPU ��Ԫ��(n��i)�� 4 ·ģ�M��늉� / ���ݔ��� 2 ·ģ�M��늉� / ���ݔ����
4��ʹ�� CP ϵ�ДU(ku��)չ I/O ��Ԫ��CP1H �� I/O�c(di��n)��(sh��)�^�߿ɔU(ku��)���� 320��
5��ʹ�� CP ϵ�ДU(ku��)չ��Ԫ���Ɍ�(sh��)�F(xi��n)����� ( ��ضȂ�����ݔ�� )��
6���ɔU(ku��)չ���b�x���壬��(sh��)�F(xi��n)��̫�W(w��ng)��RS-232C �� RS-422A/485 ͨ�š�
���� PLC ���펧�� DI��DO��AI��AO ��(sh��)�����ܝM��ϵ�y(t��ng)��������Ҫ�x�ÔU(ku��)չģ�K�M(j��n)�ДU(ku��)չ��
DI/DOģ�K��CP1W-40EDR ��24DI,16DO���ɉK��
AI/AOģ�K��CP1W-MAD44 ��4AI,4DAO��1�K��
�ض�ģ�K�� CP1W-TS004 ��12·���ż��1�K��
Ethernet �x���壺 CP1W-CIF4��������h(yu��n)�̿�������(zh��n)�䣩��
RS45ͨӍ�壺CP1W-CIF11(���ں͜ؿx���M(j��n)�����ɿ�ͨӍ����ͨ�^ͨӍPLC�o�ؿx���O(sh��)���ض�ݔ��ֵ���Ϸ���)��
3.2 늼ӟ����ؿx���x��
늼ӟ�����Ҫ���C���ڜضȵķ�(w��n)���͟o����S�O(sh��)���ضȣ����Ʒ�ʽ�ǵ��͵Ĵ����ģ�M�����ƣ������ PLC ֱ�ӿ�����Ҫ�����ĕr(sh��)�gȥ�{(di��o)ԇ PID ����(sh��)�����˱��C���ڜض��`�����±1�棬�܉������� PID ����(sh��)�����ԣ��x�Íu�MR13 ����· 0.3 ��(j��)�ɾ��̾Ŷ� “����” PID�{(di��o)��(ji��)����
MR13 ��Ҫ�������£�
1��ݔ�룺��尴�I�������x��ʮ���N���ż���ɷN�K��� Ptl00��JPtl00�����N���������N늉����ɷN�����ݔ����͡�ֱ��ݔ�����̷������O(sh��)���ɘ����� 0.5��Ӌ(j��)�����Ȟ� 0.3 ��(j��)(ǧ��֮��)��
2����(d��)������·��ֵ�{(di��o)��(ji��)����һ�M��������^(q��)�{(di��o)��(ji��)��ÿ��·��ֵһ�M��������M PID�����Mݔ���������M�����{(di��o)ϵ��(sh��)��ݔ���������������y�T�^���^С�_�ȡ����_�y�T�Ǿ��ԶΡ�
3���{(di��o)��(ji��)�㷨������ PID�����x��Ŀ����{(di��o)SF ϵ��(sh��)����Ч�ؿ˷����_(d��)Ŀ��(bi��o)�O(sh��)��ֵ�r(sh��)�ij��{(di��o)��Ƿ�{(di��o)��
4 PLC �c�ؿx�� RS485 ͨӍ�O(sh��)��
��늼ӟ��֬ɰ̎������ϵ�y(t��ng)�Ŀ����^������Ҫ PLC �o�ؿx���o��ָ�ͬ�r(sh��) PLC ��Ҫ���ܜؿx���Ĺ�����Ϣ��ԓ����ϵ�y(t��ng)�O(sh��)Ӌ(j��)���� RS485 ������(sh��)�F(xi��n) PLC �c MR13 ֮�g��ͨӍ��
4.1 PLC RS485 ͨӍ�O(sh��)��
Ӳ���O(sh��)�ã�
CP1H-XA �����(c��)�ܴa�_�P(gu��n) DIP#5 �� on���x�� Port2�������_�P(gu��n)���� off��
CP1W-CIF11 �� DIP#4 �� off�������_�P(gu��n)���� on�������� PLC ��(n��i)��ͨӍ���� 2 λ���ϡ�
CP1H-XA �Ĵ��� 1 �O(sh��)�Þ鶨�Ʋ����ʣ�9600��ͨ�Ÿ�ʽ��8 1 N ��ģʽ�x��RS-232C��
4.2 MR13 �ؿx�� RS485 ͨӍ�O(sh��)��
�鱣�C PLC �c MR13 ͨ�ţ�ͨ�Ÿ�ʽ����c PLC ϵ�y(t��ng)�O(sh��)��һ�¡�����(j��)�(xi��ng)Ŀ��Ҫ����Ҫ�xMR13 1#ͨ���ęz�yֵ��늠t���ڜضșz�yֵ������Ҫ�� MR13 1#ͨ�����O(sh��)��ֵ��늠t���ڜض��O(sh��)��ֵ����
MR13 �ؿx�텢��(sh��)�O(sh��)�����£�
1��ͨ�ŵ�ַ��[1-14B] ��1��
2�������ʣ�[1-15B] ��9600��
3��ͨӍ�ַ���ʽ��[1-16B] ��8N1��
4���O(sh��)�Ã�(ch��)�淽ʽ��[1-17B] ��RAM(�惦(ch��)�Δ�(sh��)������)��
5���ַ������ƣ�[1-18B] ��1 STX_ETX_
6���O(sh��)�� BCC �KУ�(y��n)��ʽ��[1-19B] ��4 None��
MR13 �ЃɷN������ʽ��
“LOC”���C(j��)��(n��i)��ʽ��PLC �H���x��
“COM”��ͨӍ��ʽ��PLC ���x�܌�����Ҫ
ͨ�^�u늵Č���ܛ�� shimaden_com �M(j��n)���O(sh��)�ã��c(di��n)��“COM MODE”���x�� com ��׃���t�O(sh��)�óɹ���ͨӍģʽ��
4.3 MR13 ͨӍ��ʽ
1��ͨӍָ���ʽ��D 2
�D 2 ͨӍָ���ʽ�D
2���x��푑�(y��ng)��ʽ��D 3
3���x��ָ��
���ڃx�����õ��� ASCII ���a����Ҫ���f(xi��)�h���� ASCII �a���M(j��n)���D(zhu��n)�Q���^�K�x MR13 1#ͨ���ęz�yֵ��늠t���ڜضșz�yֵ��ָ���ʽ��
02 30 31 31 52 30 33 30 30 30 03 0D���xָ���푑�(y��ng)���a�飺02 30 31 31 52 30 30 2C 30 30 32 46 03 0D ����(j��ng)�^�Q��z�y�ضȞ� 47�档
�� MR13 1#ͨ�����O(sh��)��ֵ��늠t���ڜض��O(sh��)��ֵ��ָ���ʽ��02 30 31 31 57 30 33 30 30 30 2C 30 30 45 43 03 0D����ָ���푑�(y��ng)���a�飺02 30 31 31 57 30 30 03 0D ����ʾ��������
5 늼ӟ��֬ɰ̎������ϵ�y(t��ng)ܛ���O(sh��)Ӌ(j��)
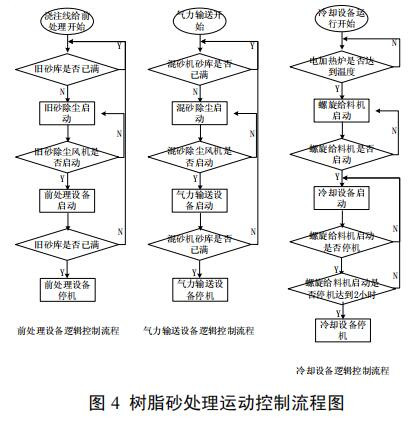
��֬ɰ̎���е��\(y��n)��(d��ng)������Ҫ������ǰ̎���O(sh��)����ơ�����ݔ���O(sh��)����ơ����m�O(sh��)����ơ���s�O(sh��)����ƣ���Ҫ��߉���ƣ�����߉���̈D��D 4 ��ʾ���@���ֵĿ�����Ҫ�� PLC ��ɡ���֬ɰ̎���еĜضȿ��Ʋ����ɜؿx�����ɵĜضȿ����㷨�Ԅ�(d��ng)��(sh��)�F(xi��n)���ضȿ���ݔ��Ч���ȷ�(w��n)���� �����ָߣ��M��±1��ľ���Ҫ�ض�ָ��o�����ÚWķ����������ͨӍָ��l(f��)�� TXD������ RXD������(j��)�x��ָ���ʽ��������(y��ng)��(sh��)��(j��)�xֵ�o��(du��)��(y��ng)��(sh��)��(j��)�^(q��)[3]������ָ����D 5 ��ʾ��
6 �Y(ji��)Փ
ԓ��֬ɰ̎������ϵ�y(t��ng)���ÿɾ����������(PLC)�͜ؿx����Y(ji��)�ϵĿ��Ʒ�ʽ��PLC �l(f��)�]����߉���ƃ�(y��u)��(sh��)���c��֬ɰ̎�����\(y��n)��(d��ng)���Ʋ��֣��ؿx���l(f��)�]����ؿؾ��ȸߣ��ؿط�(w��n)���������㷨����Ŀ��ƃ�(y��u)��(sh��)���c늼ӟ����Ĝضȿ��ơ�PLC �c�ؿx����Y(ji��)�ϵĿ��Ʒ�ʽʹԓ����ϵ�y(t��ng)����(w��n)�����F(xi��n)���{(di��o)ԇ�r(sh��)�g���٣��ضȿ��ƾ��ȸ��ߣ��M��±1���Ҫ��
 �ھ��ͷ�1̖(h��o)
�ھ��ͷ�1̖(h��o)